Frais de livraison estimés0 €
TOTAL0 €
Panier
Livraison gratuite
à partir de 69€ TTC
Livraison express
en 24h avec DPD
Paiements sécurisés
par carte bancaire ou PayPal
Votre panier est vide
Commencez par ajouter des produits

FIL 3D PLA
Noir 1 KG

3DLAC PLATEAU
ADHESION 400 ML

FIL NETTOYAGE
Naturel 25 G

TOP DES VENTES
PINCE COUPANTE 3D

FIL 3D PETG
Noir 1 KG
19.90€

FIL 3D PLA
Blanc 1 KG
19.90€
FIL 3D PLA
Noir 1 KG
19.90€

FIL 3D PLA
Jaune 1 KG
19.90€

Symptôme
De fins filaments sont tissés dans le vide entre différentes parties de la pièce.
Cause possible
Du plastique continue de s'écouler de la tête lors des déplacements de celle-ci, en raison de la pression résiduelle dans le corps de chauffe et de la fluidité du plastique fondu.
Correctifs proposés
Augmenter la longueur de retrait du filament (retraction length dans Slic3r, retraction distance dans CuraEngine). Le recul du filament fait chuter la pression dans le corps de chauffe.L’effet peut être modulé en jouant aussi sur la vitesse de retrait.
Augmenter la vitesse de déplacement de la tête. Cela laisse moins de temps au plastique fondu pour s’écouler.
Diminuer la température d’extrusion. Celle-ci est peut-être trop élevée conduisant à un plastique plus fluide s’échappant plus rapidement par l’orifice de la tête.
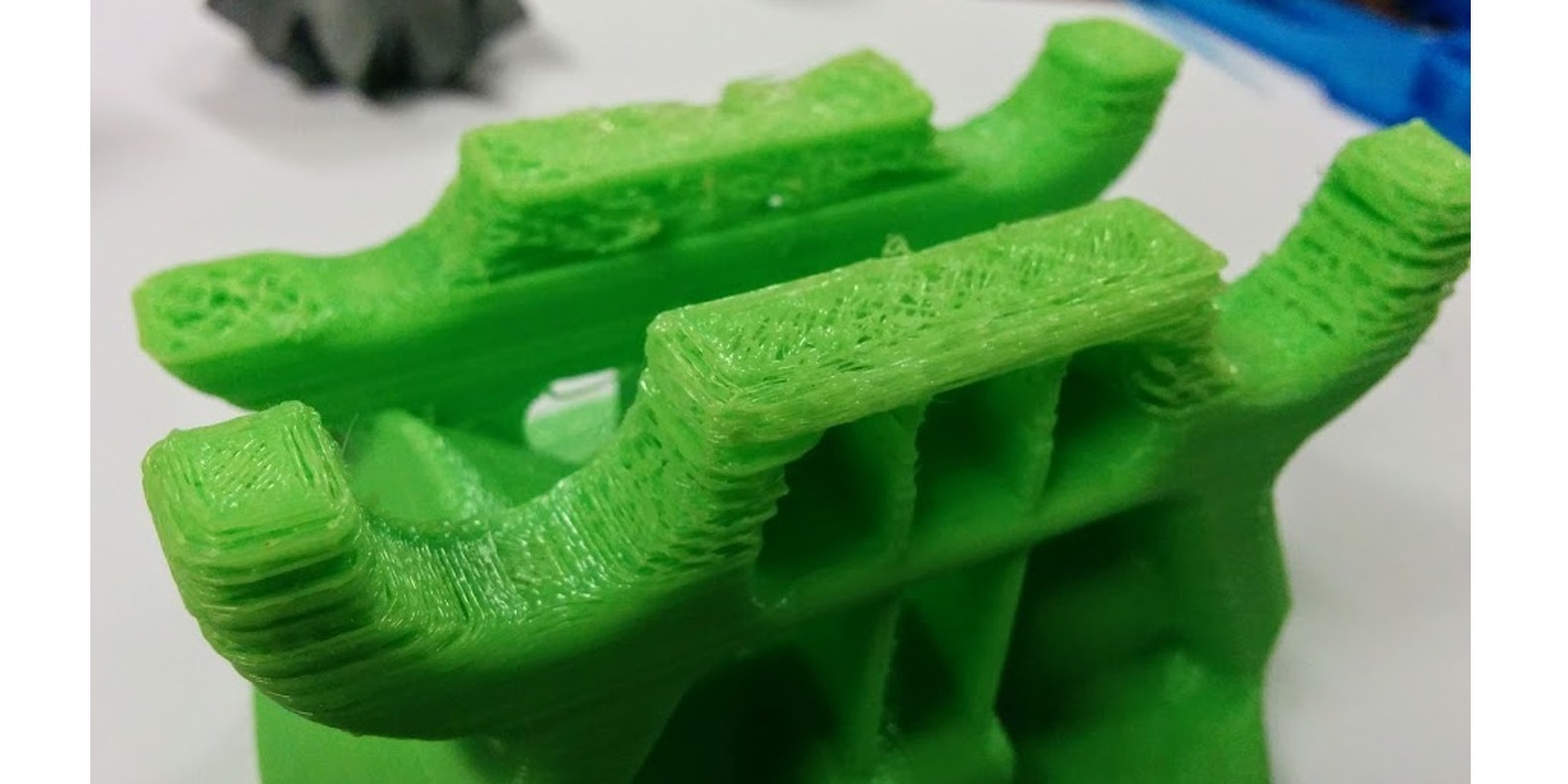
Symptôme
Effondrement ou mauvaise qualité d'une surface en surplomb.
Cause possible
La solidification du plastique déposé en périphérie du surplomb n’est pas assez rapide et le filament déposé bouge avant solidification. Le phénomène se répète ou s’accentue d’une couche à l’autre.
Correctifs proposés
Ventiler plus efficacement le plastique déposé (localisation du flux d’air, débit)
Créer des supports
Changer l'orientation de la pièce
Symptômes
Les périmètres sont insuffisamment liés entre eux, provoquant un délaminage de parois verticales.
Les faces planes ne sont pas couvertes
Cause possible
Pas suffisamment de matière déposée. Trop étroit, le cordon déposé ne touche pas suffisamment, et donc ne colle pas au cordon voisin.
Présence d’impureté dans la buse qui gêne le passage de la matière fondue.
La température d'extrusion est trop faible entrainant un défaut de collage au cordon voisin.
Correctifs proposés
Calibrer l'extrudeur pour avoir un débit de matière conforme aux données du slicer.
Déboucher la buse (foret, fil d’acier, extraction à 70°C,…)
Augmenter la température d’extrusion
Augmenter le taux de chevauchement (CURA)

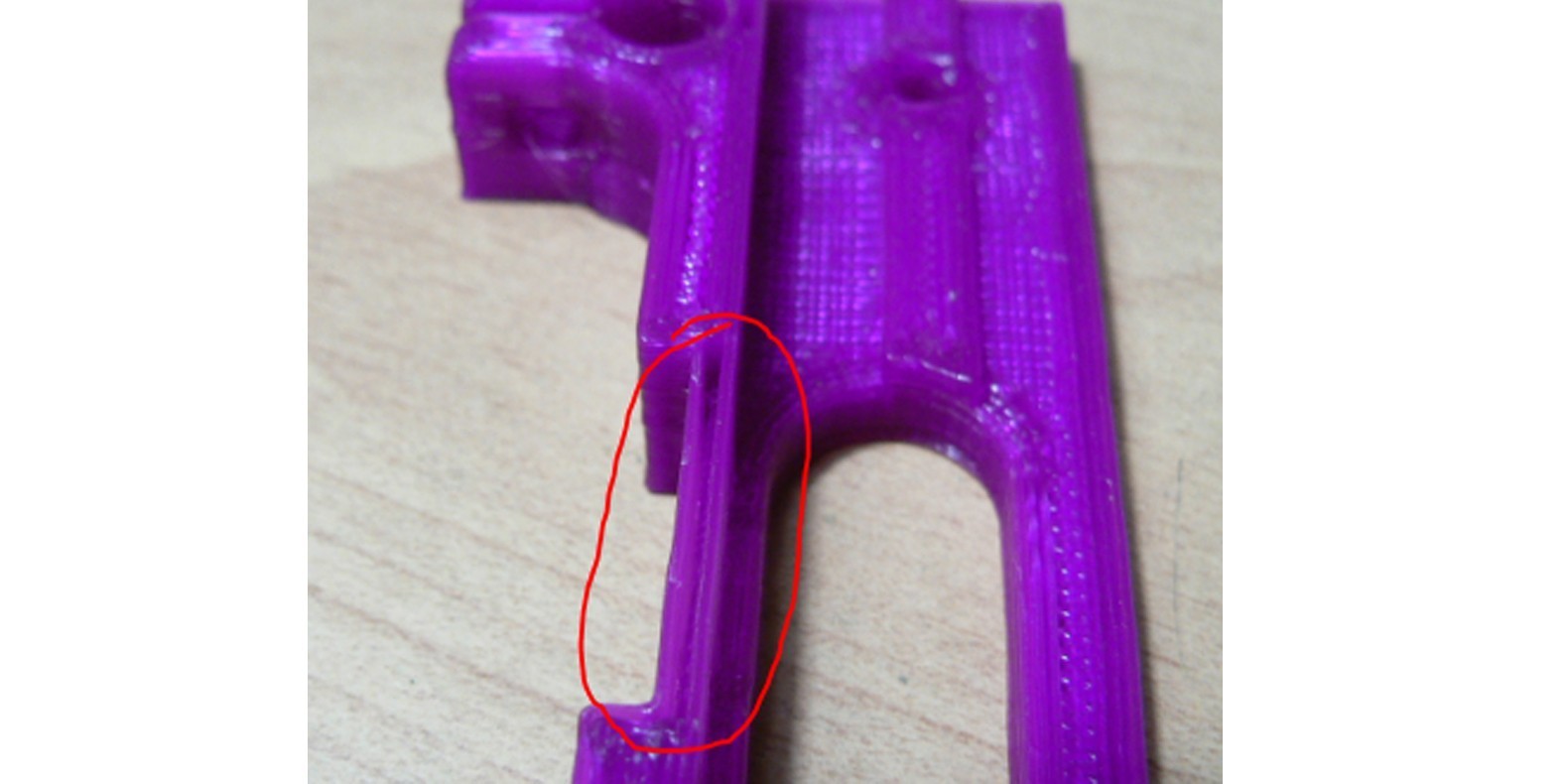
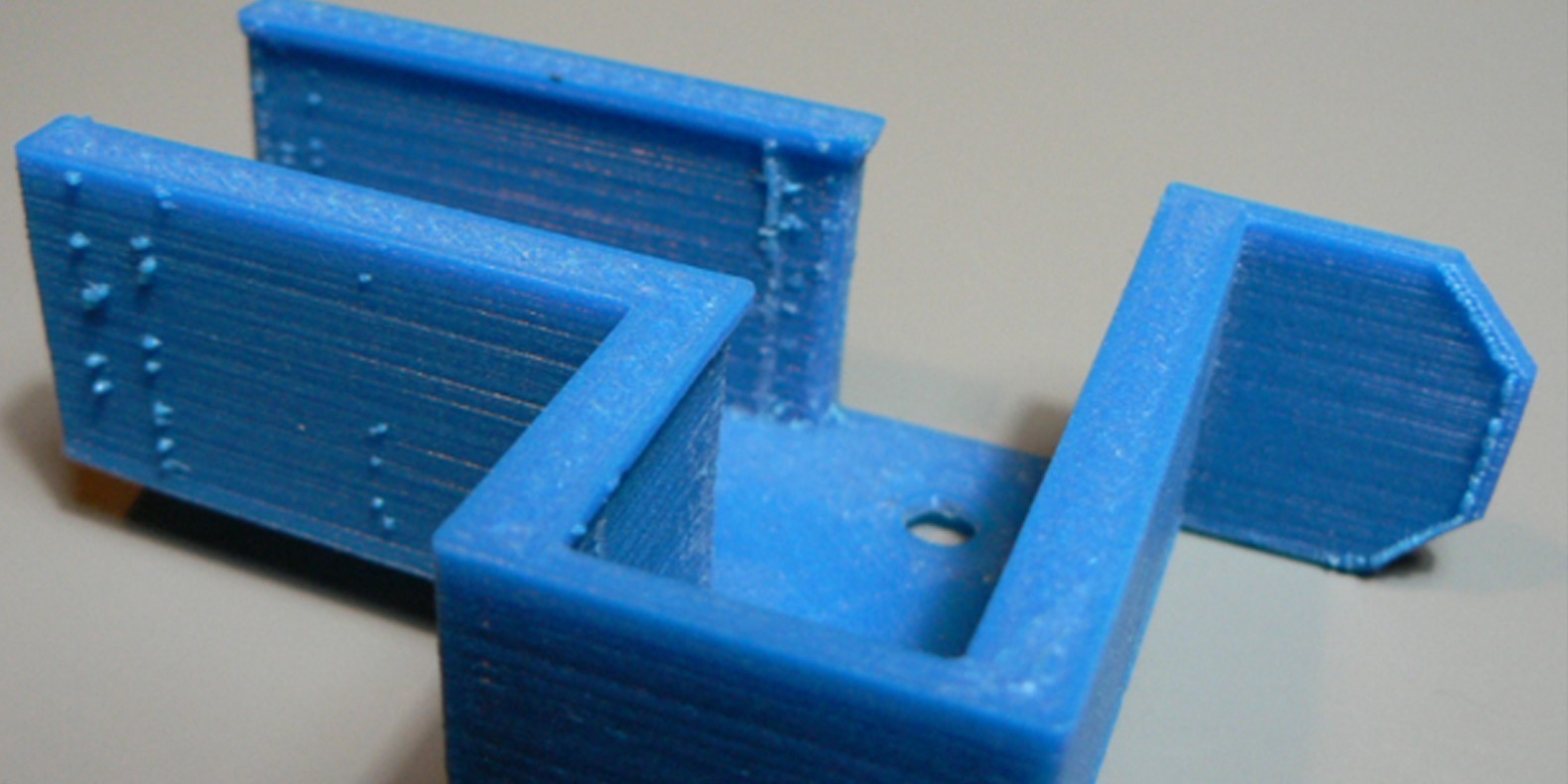
Symptôme
Section fine très mal remplie au niveau du trou dans la colonne (voir image)
Cause possible
Back-retract ou reprise après retract peu efficace
Mauvaise solidification du fil
Glissement de l'entraînement du filament lors des retracts
Correctifs proposés
Diminuer la vitesse et la longueur de retraction
Augmenter “extra legth on retract” (Slic3r)
Augmenter la pression des ressorts sur l'idler

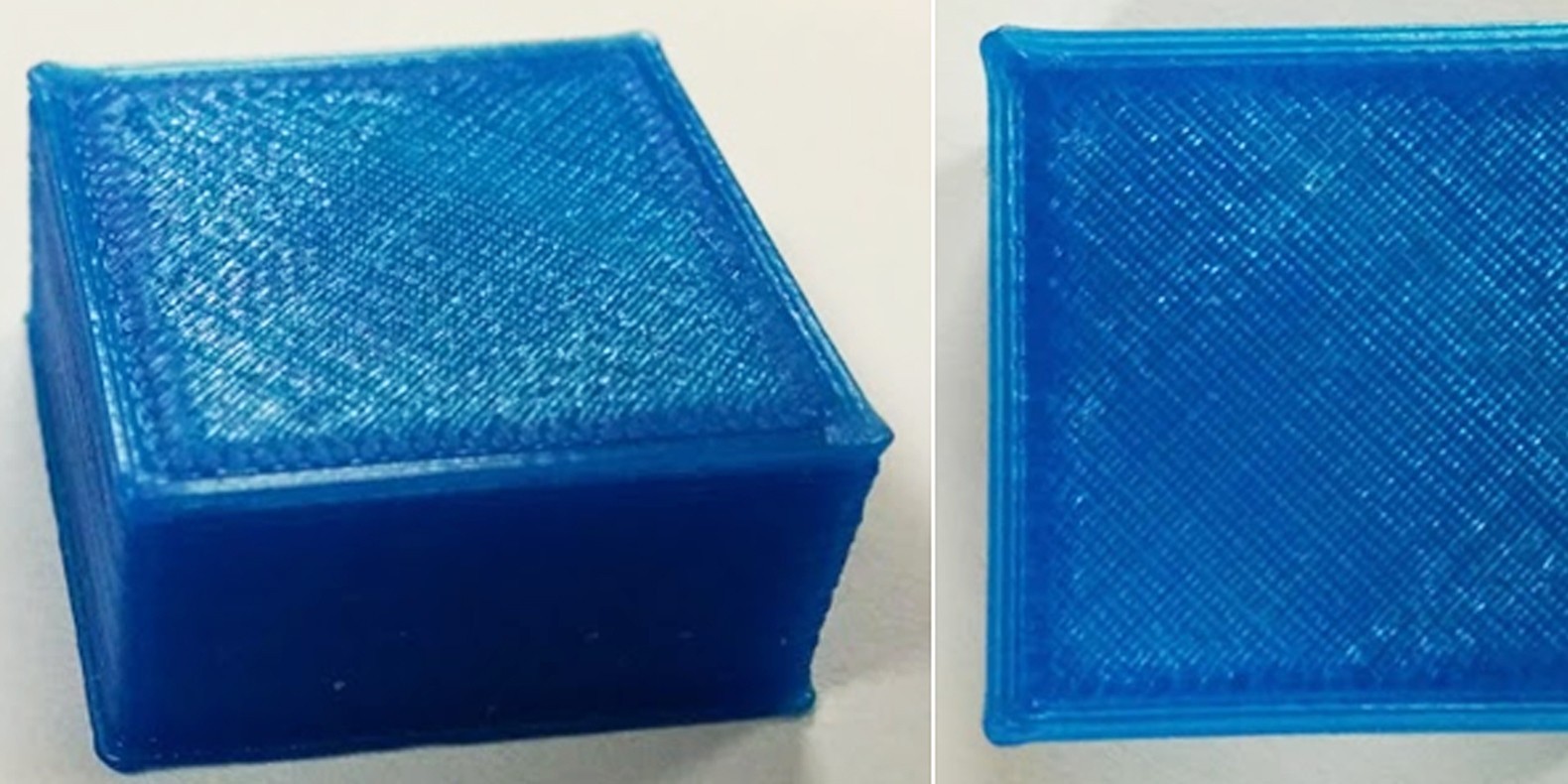
Symptôme
Boursouflures, géométrie non conforme comme des petits bourrelets que l'on voit principalement sur les zones qui ont une faible surface.
Cause possible
Filament trop chaud au moment de son extrusion ou système de refroidissement du filament pas assez efficace.
Correctifs proposésMettre plus de pièces sur le plateau au moment de l'impression. La buse va donc imprimer plus d'objets et donc laissera plus du temps à la pièce de refroidir avant de repasser dessus.
Mieux refroidir votre objet imprimé en 3D via l'ajout de systèmes de refroidissements.

Symptôme
Une paroi mince et sans remplissage, voit ses fils se séparer, ils ne sont pas collés ensemble latéralement.
Cause possible
Les parois de votre impression 3D sont trop fines ou bien elles ne sont pas adaptées à cette taille trop faible.
Correctifs proposés
Dessiner des épaisseurs de parois plus épaisses de manière à s'adapter à l'épaisseur du filament.
Imposer dans le paramétrage du slicer une largeur de dépôt sous-multiple de la largeur de paroi, tout en restant compatible avec le diamètre d’extrusion et la hauteur de couche.
Changer de slicer.
Symptôme
Décalage d'une couche suivant x ou y.
Cause possible
Défaut de déplacement de la tête ou du plateau.
Correctifs proposés
Diminuer l'accélération sur l'axe concerné.
Régler le courant dans le driver pololu.
Mieux refroidir le driver pololu
Symptôme
Décalage quasi systématique des couches suivant x ou y à partir d’une certaine hauteur d’impression.
Cause possible
Défaut de déplacement de la tête ou du plateau dû à une surchauffe des pololu qui se mettent en sécurité.
Correctifs proposés
Refroidir les pololu (ventilation)
Régler le courant dans le pololu
Symptôme
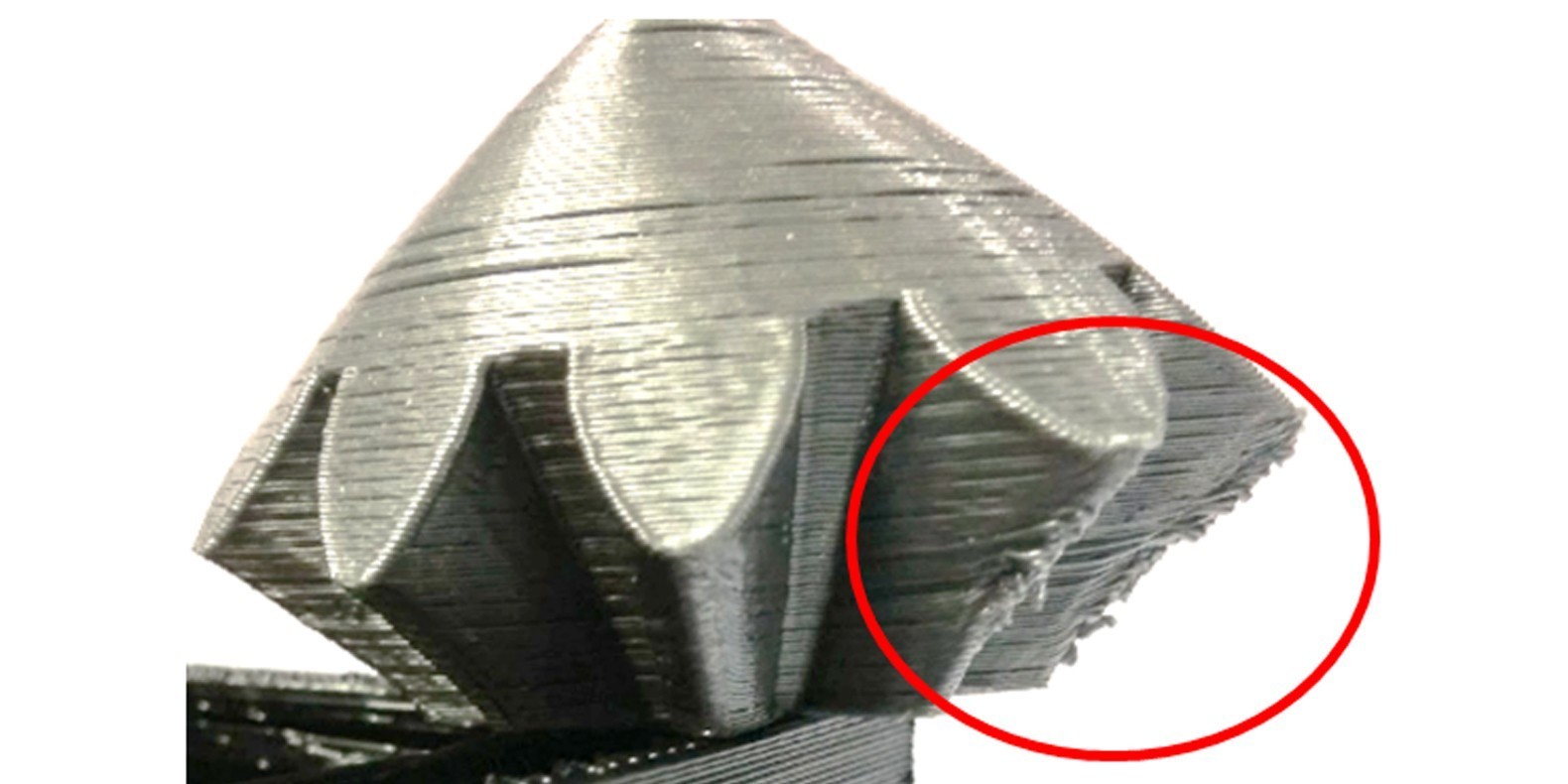
Déformation dans la direction z lors de l’impression, en particulier des zones à fort surplomb.
Cause possible
Mauvaise solidification, effet bilame (rétractation) dû à la différence de température du fil déposé sur la couche précédente déjà plus froide.
Correctifs proposés
Augmenter la pente au niveau du dessin de la pièce, de manière à atténuer le surplomb
Refroidir davantage le plastique déposé
Symptôme
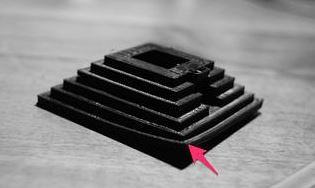
Les coins de la pièce se décollent du plateau et la base de la pièce n’est pas plane.
Cause possible
Mauvaise adhérence de la pièce au plateau
Coefficient de retrait du matériau trop important
Première couche pas assez « écrasée »
Correctifs proposés
Changer de matériau
Mettre de l'adhésif (colle, 3Dlaque, ruban adhésif…)
Régler correctement la hauteur du plateau
Imposer une première couche plus fine pour écraser davantage le cordon
Construire un brim
Chauffer le plateau
Nettoyer, dégraisser le support
Changer la stratégie de remplissage. Un remplissage de la face inférieure concentrique plutôt que linéaire permet d’avoir retrait plus isotrope, puis un remplissage de l’intérieur en nid d’abeille évite l’effet bilame.
Diminuer la densité de remplissage intérieur
Symptôme
Densité de matière non conforme.
Cause possible
Flux de matière trop faible
Correctifs proposés
Déboucher la buse
Fil bloqué en amont de l'extrudeur
Revoir l'entraînement du fil (problème à la vis moletée ?)
comprimer plus les ressorts de pression sur le galet
Angles pas assez vifs, voire angles "sortants", qui augmentent localement la dimension de la pièce.
Surplus de matière déposé dans l'angle, dû à l'arrêt, ou plutôt au ralentissement exagéré de la buse.
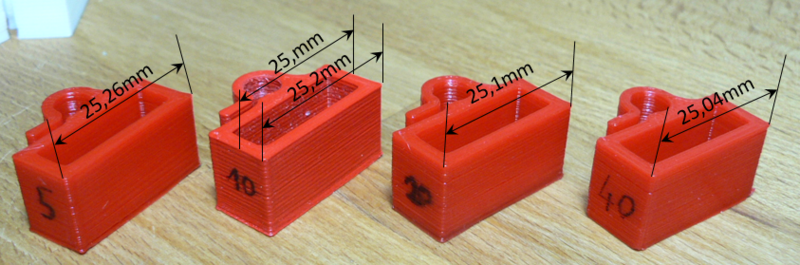
Nous avons testé ce correctif de jerk sur une petite pièce à peu près rectangulaire (voir photo ci-contre), dans Repetier Firmware. La pièce a été tranchée par Cura, avec des couches de 0,2mm, et imprimée avec une vitesse de 45mm/s pour les périmètres externes. La distance entre faces, mesurée au pied à coulisse, est égale à 25,00mm pour les 4 pièces, et les distances entre angles varie de 25,04mm à 25,26mm selon la valeur de jerk configurée.
| Jerk (mm/s) | Distance entre angles (mm) |
|---|---|
| 5 | 25.26 |
| 10 | 25.20 |
| 20 | 25.10 |
| 40 | 25.04 |
Mais attention, si un jerk limité à 5mm/s génère ce défaut dans les angles, il permet un mouvement sans chocs de votre machine. Alors qu'un jerk de 40mm/s qui permet un passage très rapide dans les angles peut faire vibrer la structure de votre machine (et peut-être votre siège posé sur le même plancher), voire faire perdre des pas aux moteurs d'axes si ils ne réussissent pas à fournir le couple nécessaire aux accélérations demandées. Sur la P3-Steel, le plancher du bureau a vibré lors des petits hachurages, mais la structure et les moteurs ont tenu malgré la masse embarquée du double extrudeur métallique sur le chariot :-)
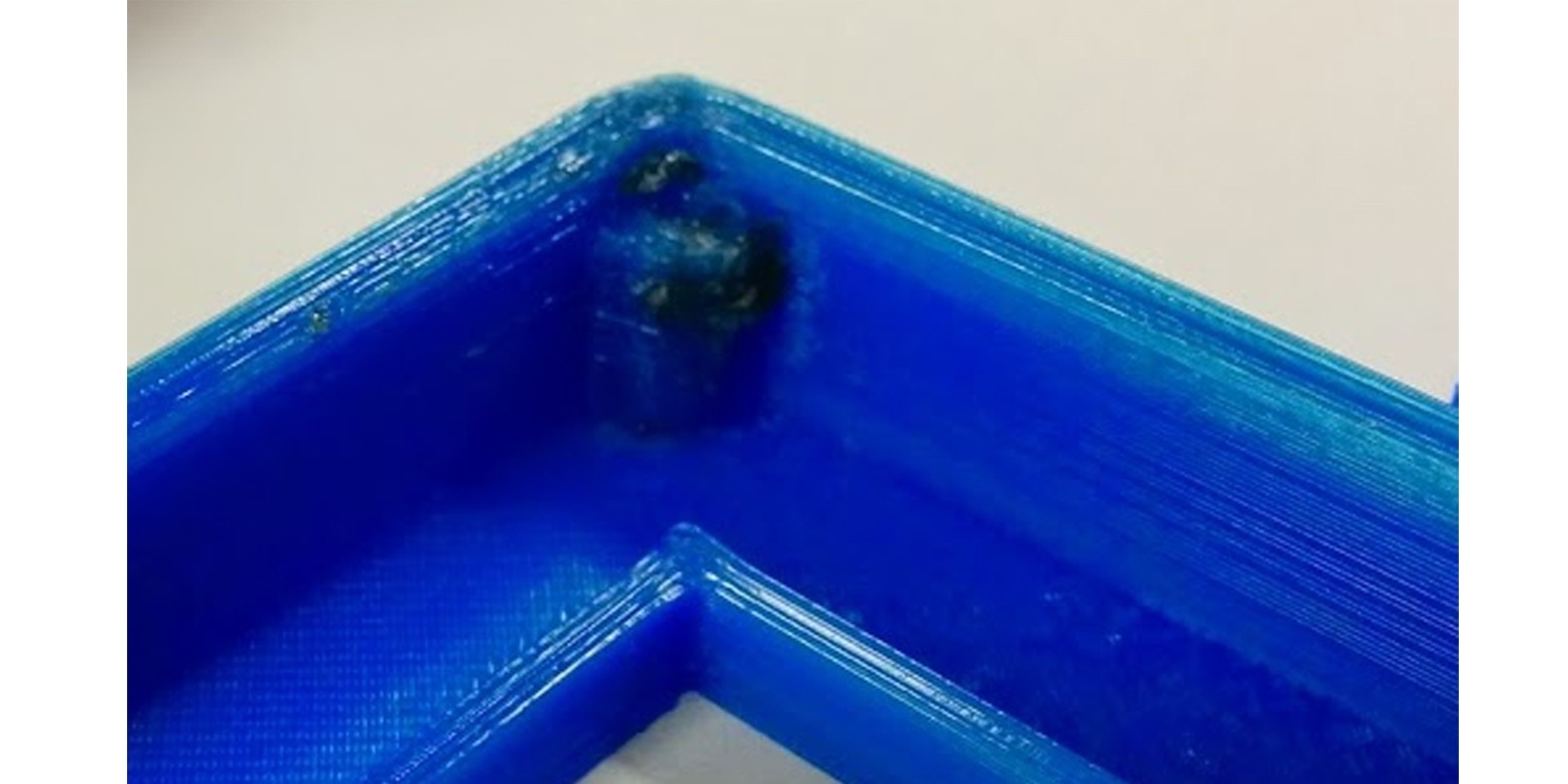
Symptôme
Présence de plastique brûlé (noirci)
Cause possible
Mauvaise étanchéité du nozzle, PLA brûlé qui s'écoule autour de la buse.
Correctifs proposés
Démonter le nozzle et refaire l'étanchéité !!

Symptôme
Pièce cassante au niveau de l’interface entre deux couches.
Cause possible
Refroidissement trop important, la couche déposée n’adhère pas bien à la couche précédente.
Correctifs proposés
Diminuer la vitesse du ventilateur
Augmenter la vitesse minimale d’impression (Repetier : Cooling thresholds -> min print speed)
Symptôme
Première couche qui se décolle localement du plateau sous forme de bulles.
Causes possibles
Présence dans le matériau d’humidité qui se vaporise progressivement au contact du plateau chauffant.
Peut-être température insuffisante du heatbed pour ce type de PLA.
Correctifs proposés
Stocker ses bobines de matériau brut au sec, sous emballage fermé, avec le sachet de déssicant.
Sécher le matériau incriminé : passage au four à chaleur tournante à 40°C pendant 3h environ. Attention à ne pas chauffer au-delà de 45 ou 50°C: risque d’adhérence des fils les uns sur les autres dans la bobine, ou de perte de la cylindricité du fil.
augmenter la température du heatbed (sur le cas de la photo, le problème a été résolu avec un heatbed à 75°C).
imprimer sur du scotch
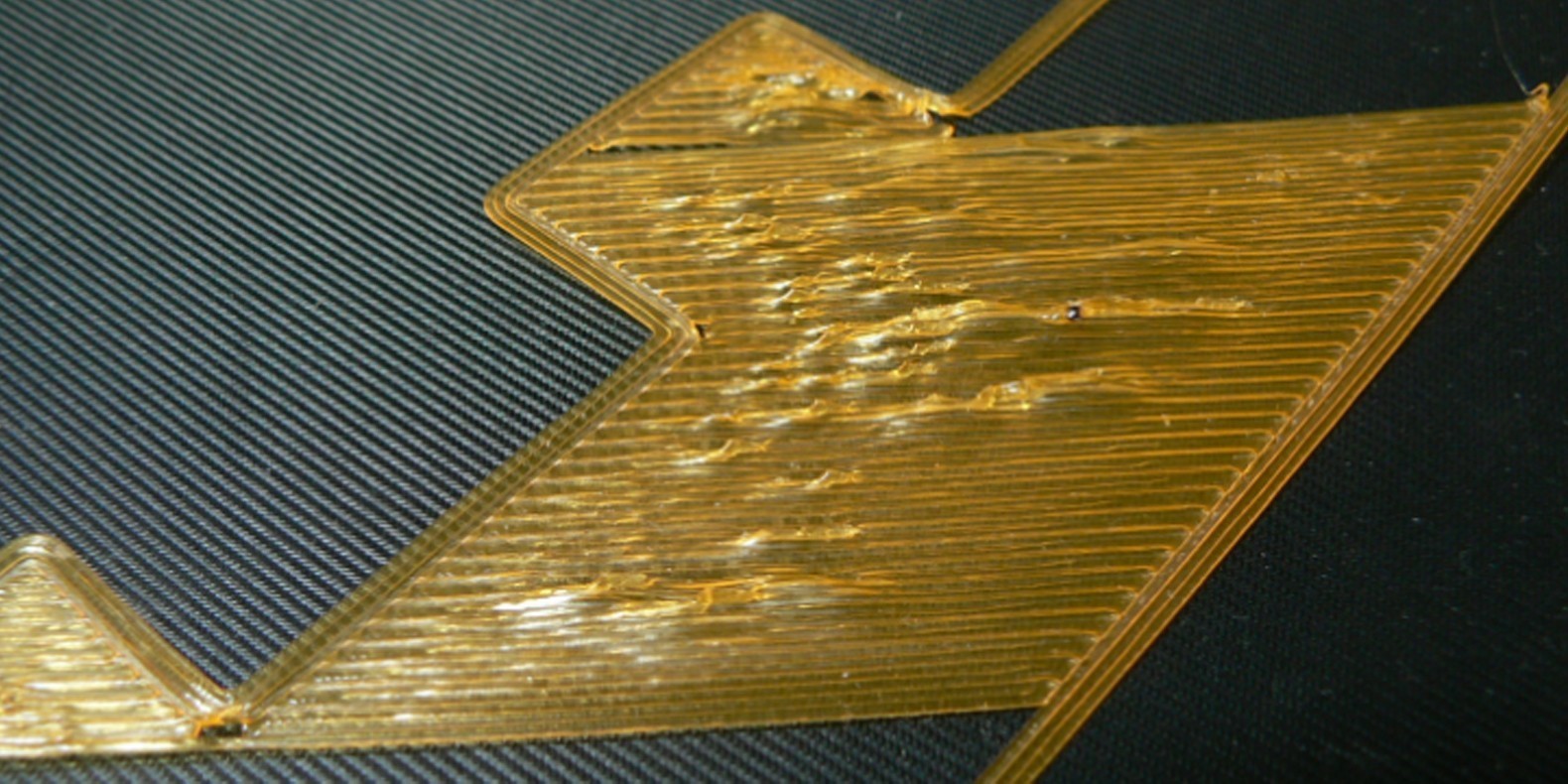
Symptôme
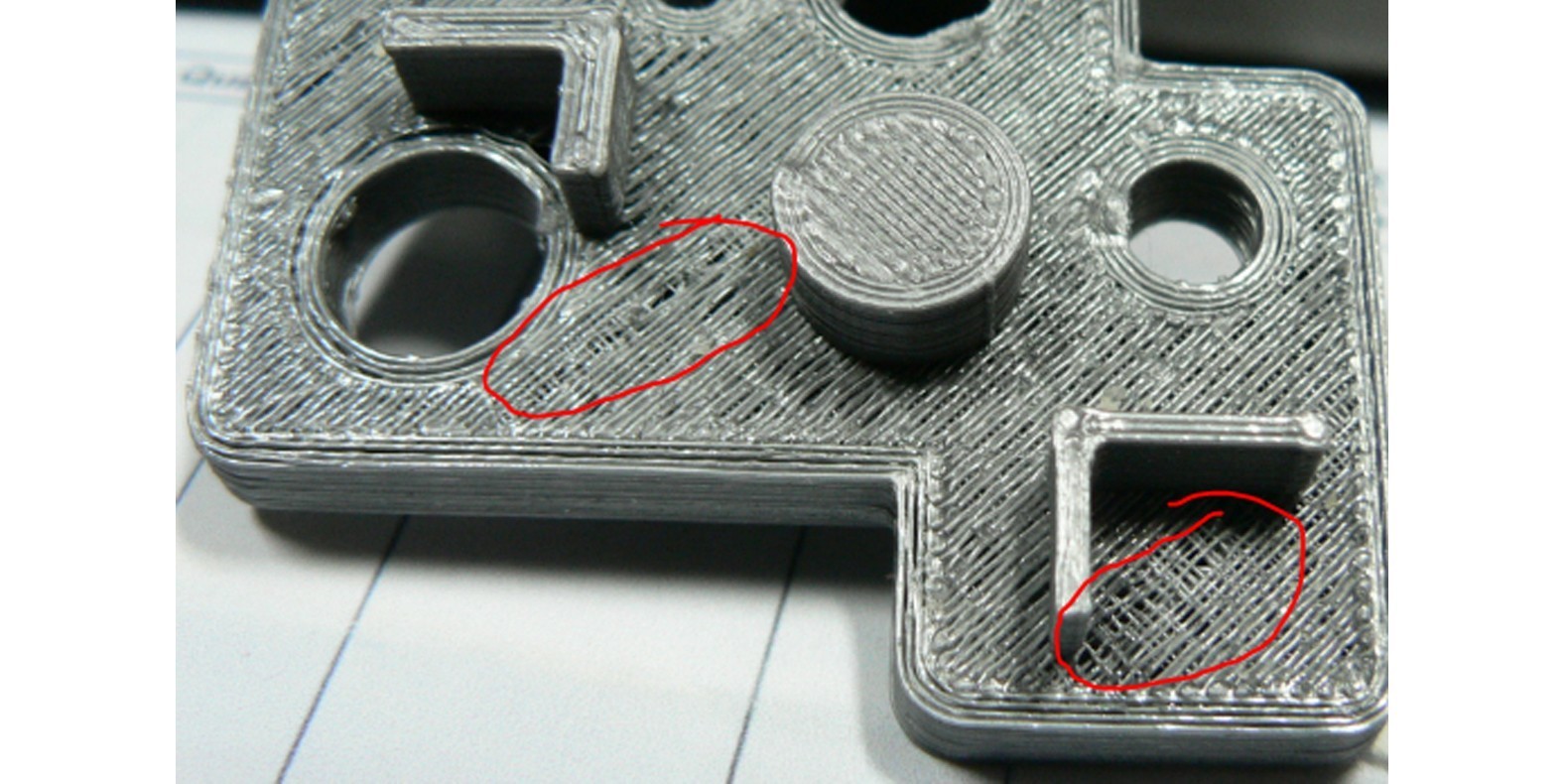
Faces horizontales trop fines et fragiles.
Causes possibles
Manque d'épaisseur de matière sur ou sous un remplissage peu dense. Les fils déposés ont trop peu de points d'appui et s'effondrent entre les nervures du remplissage.
Correctifs proposés
Mettre au moins 2 (voire 3 sur un remplissage peu dense) couches complètement remplies (paramètre "Solid layers" dans Slic3r) pour les faces "top" et "bottom".
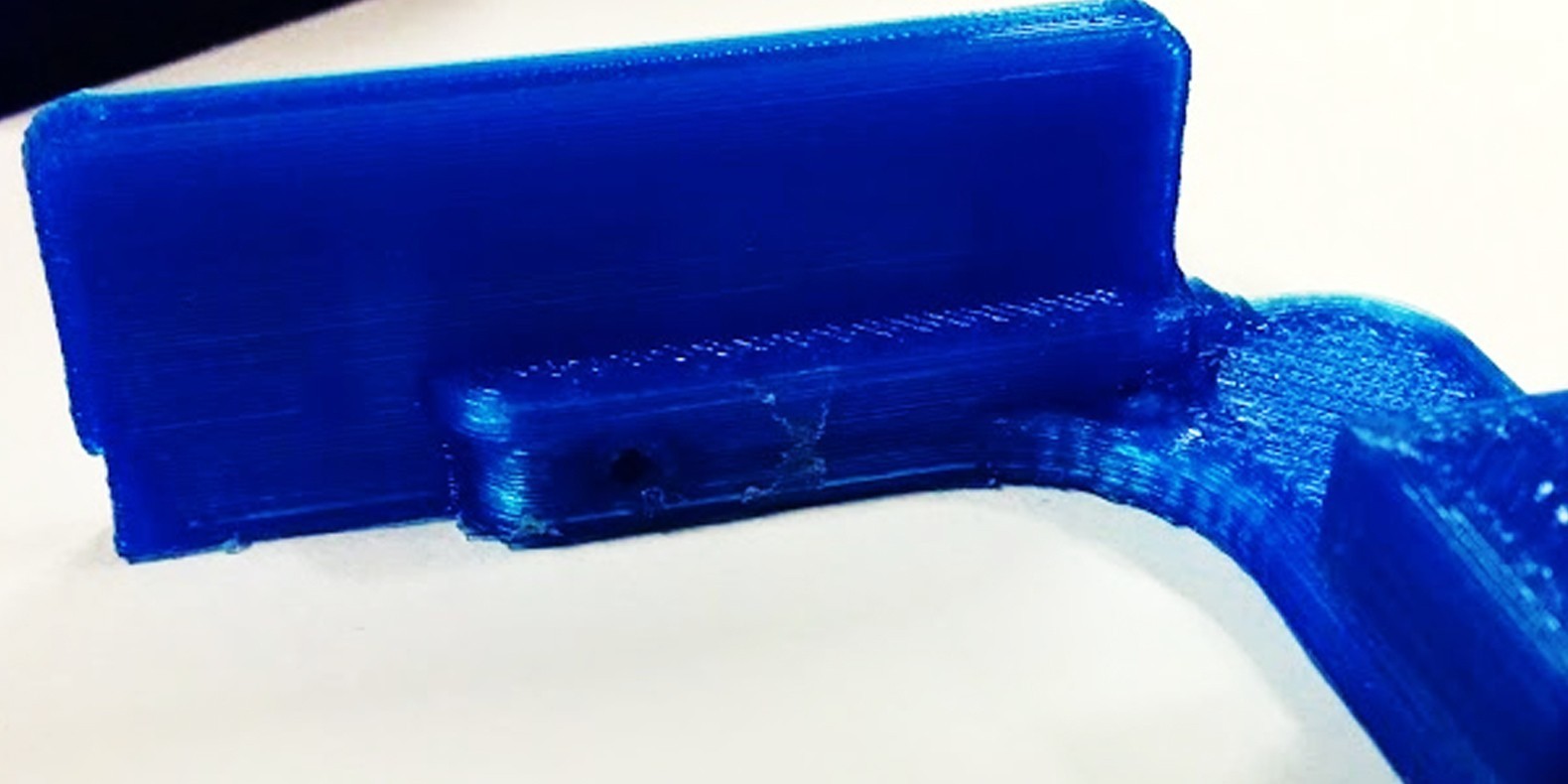
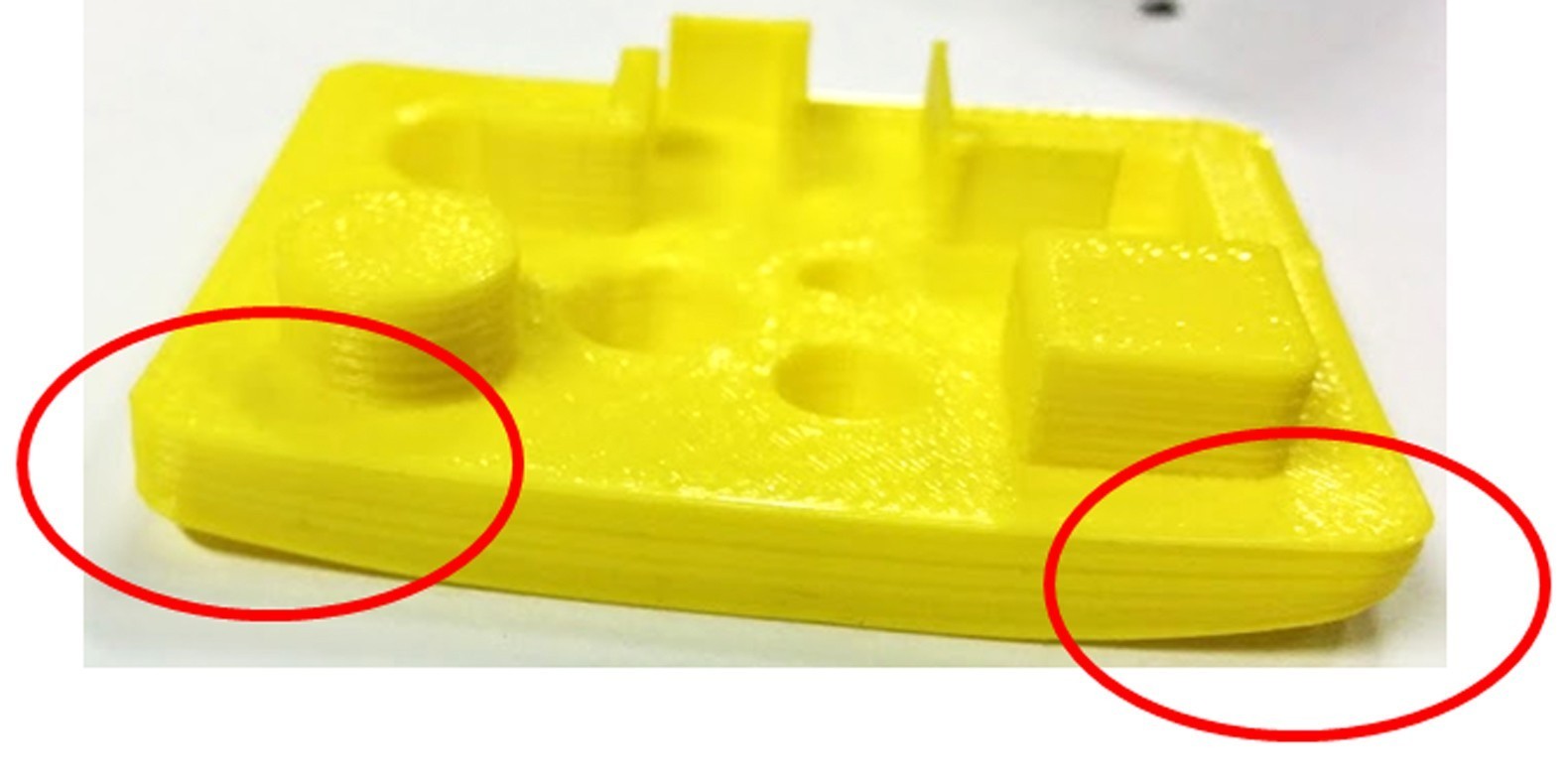
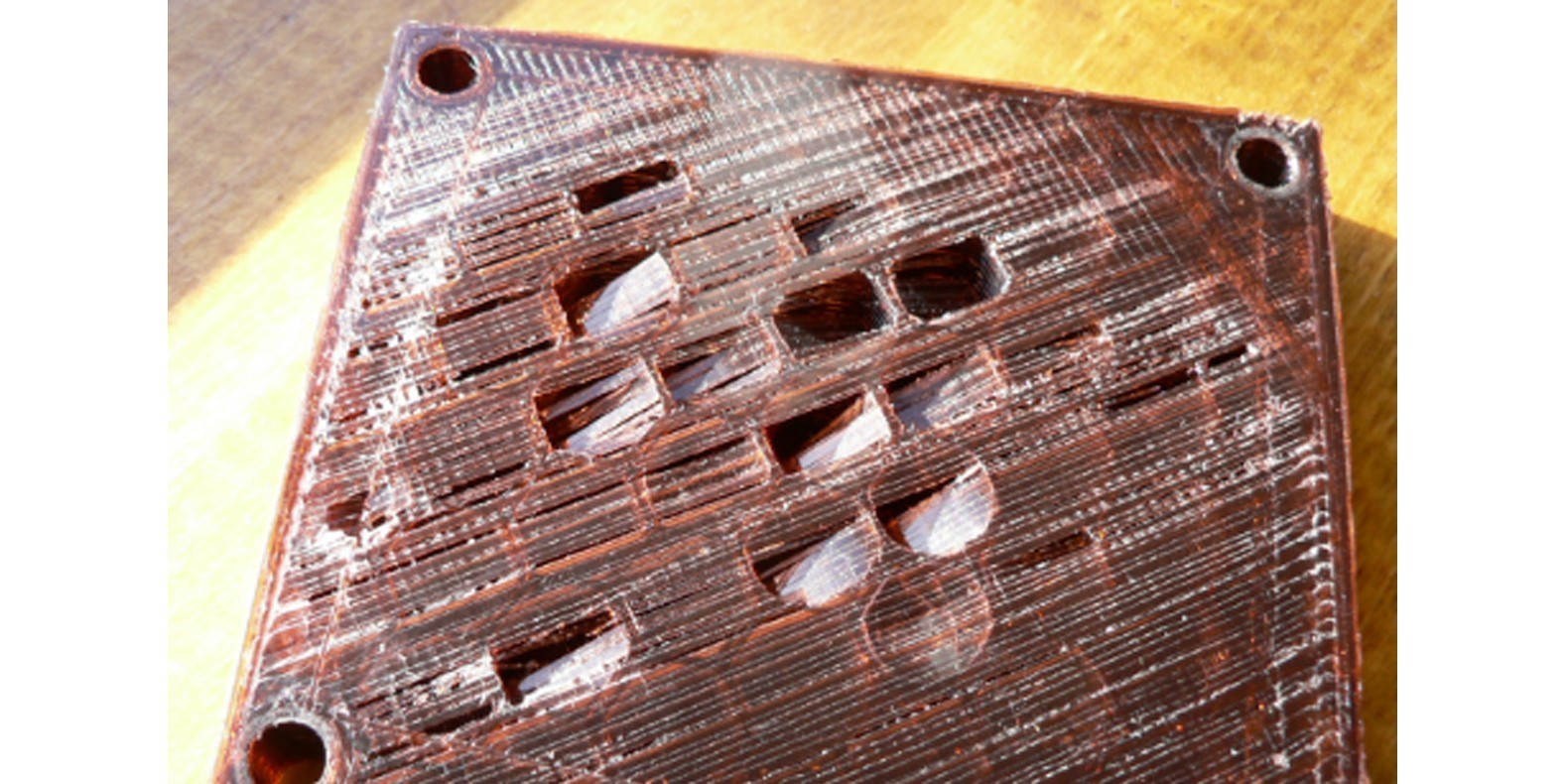
Symptôme
Les fils du haut d'un trou d'axe horizontal s'effondrent à la construction.
Causes possibles
Zone presque horizontale trop importante car trou de gros diamètre.
mauvaise cohérence entre température de buse, refroidissement du fil déposé, et vitesse.
Correctifs proposés
réduire ou supprimer cette zone presque horizontale, en modifiant la géométrie. Exemple sur le gros trous de la photo, en forme de goutte d'eau plutôt que cylindrique.
rendre cette zone réellement horizontale, afin qu'elle soit traitée comme un "bridge" (--> traversée à vitesse rapide, et refroidissement intensif).
éviter de trop ralentir dans cette zone, même si le temps d'impression de la couche est faible : dans Slic3r, onglet "Filament Settings","Cooling thresholds","Slow down if layer print time is below", ou augmenter dans le même onglet le "Min print speed".

Symptôme
La couleur ou la transparence du matériau varie en fonction des sections.
Causes possibles
Différentes cristallisations du matériau dues à des vitesses de refroidissement différentes, liées au temps d'impression de chaque tranche (donc à la vitesse de dépose du fil), et à la puissance du ventilateur.
idem, le dépôt d'une N'ième couche très chaude sur la couche N-1 insuffisamment refroidie qui voit sa température remonter. Le rayonnement de la buse peut aussi avoir un impact sur le cycle thermique de la couche précédente.
Noter que les propriétés physiques et mécaniques de la pièce peuvent varier en fonction de ces différences de cristallisation.
Correctifs proposés
Gérer le refroidissement via les paramètres du slicer :
variation de puissance du ventilateur en fonction du temps de fabrication d'une tranche;
ralentissement de la vitesse de dépose proportionnellement à la surface de la tranche.
abaisser la température d'extrusion pour faciliter un changement de phase plus rapide et homogène.

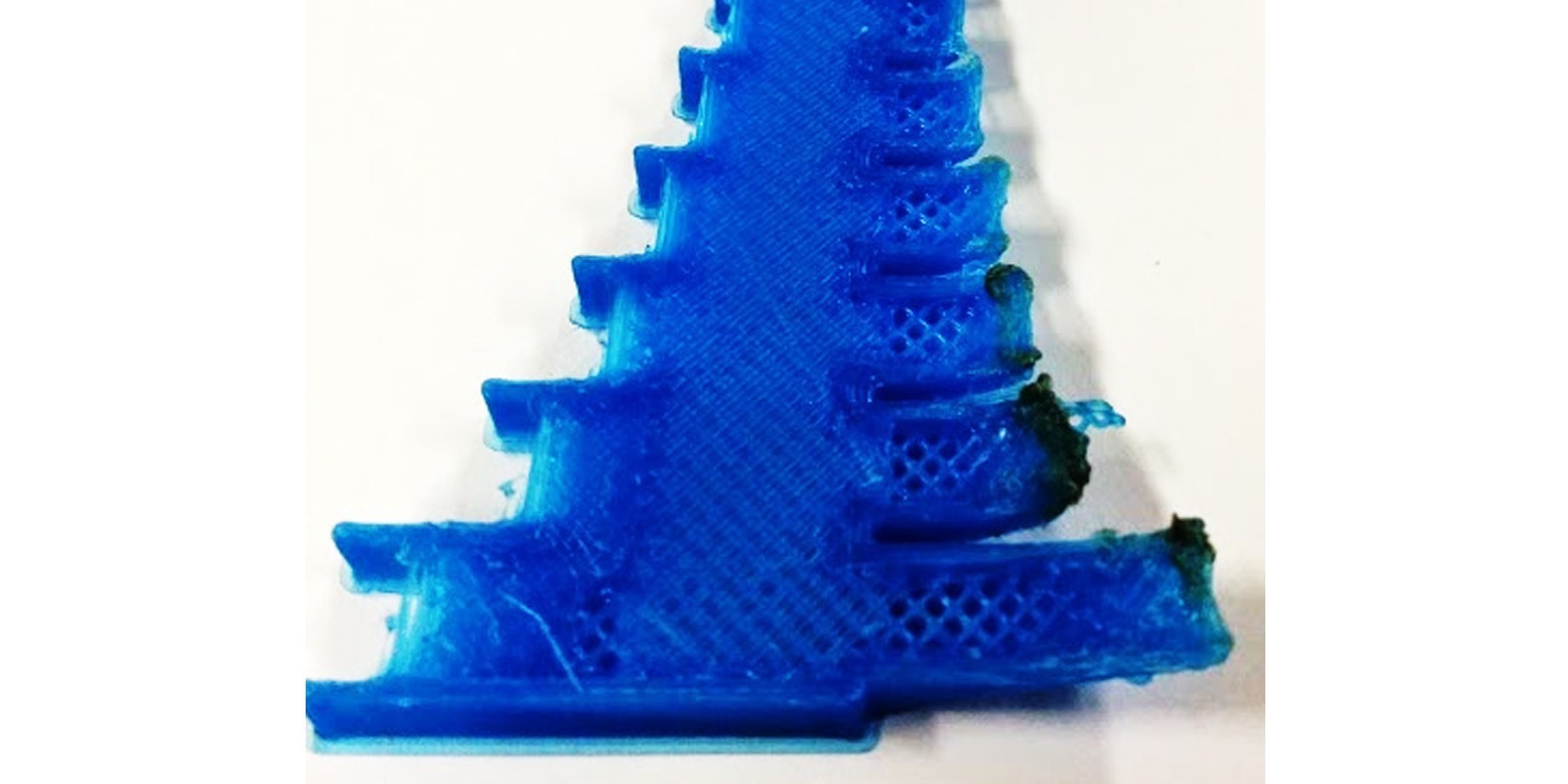
Symptôme
Certaines couches se cintrent et des fissures plus ou moins importantes apparaissent
Causes possibles
Le phénomène de "curling" dû à l'effet bilame (défaut n°9 ci-dessus) se produit entre les couches.
refroidissement du fil trop rapide en sortie de buse, il ne se soude pas correctement à la couche précédente.
retrait (contraction) important du matériau au changement de phase et au refroidissement.
Ce phénomène apparaît pour les matériaux extrudés à haute température (ABS, PC...) et présentant un retrait important.
Correctifs proposés
Modifier la température d'extrusion
Changer de matériau
Eviter de souffler sur le fil déposé ou réduire la puissance du ventilateur
Enfermer la zone de construction dans une enceinte régulée à une température proche de la transition vitreuse du matériau
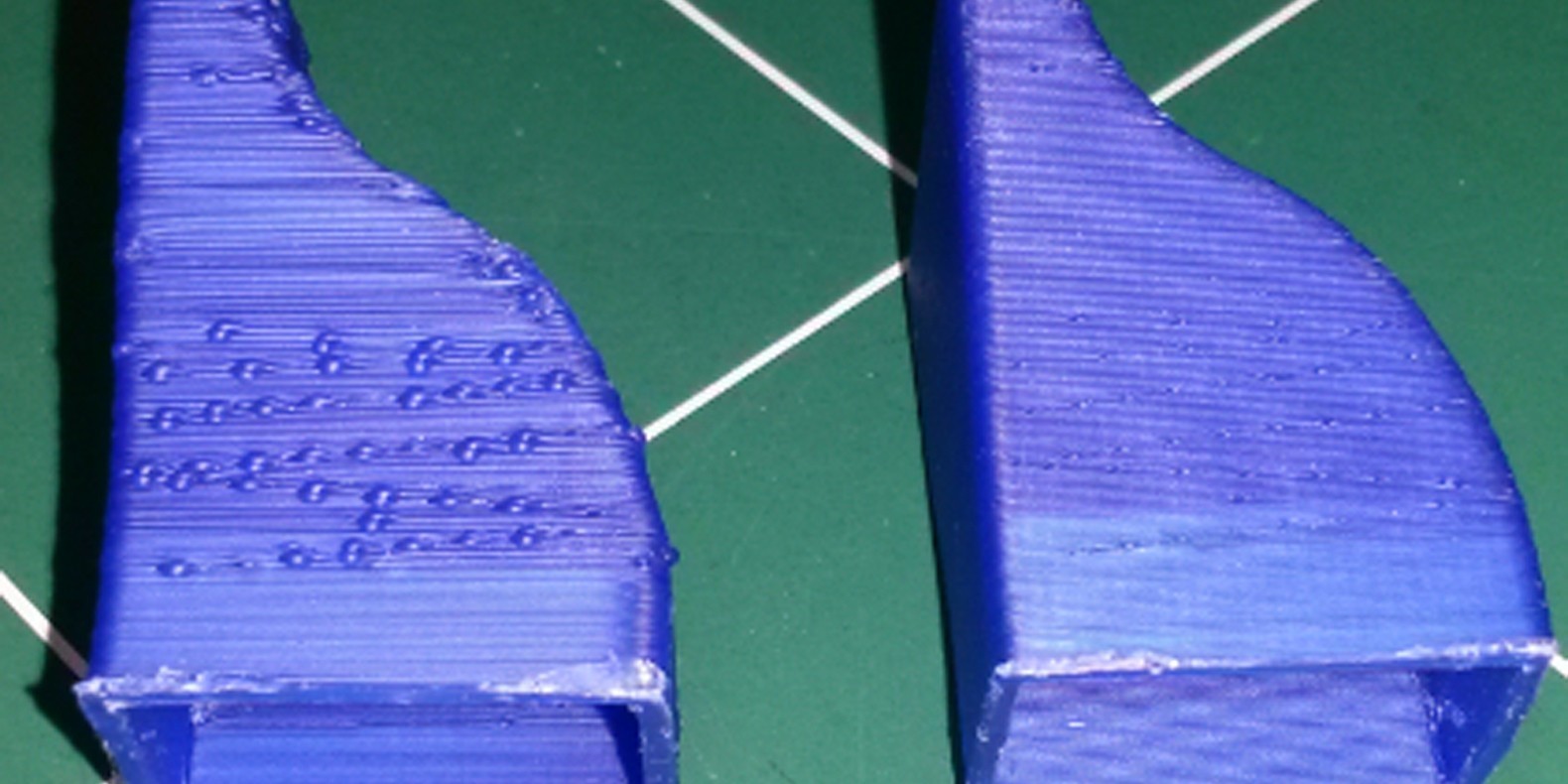
Symptôme
Des gouttelettes de matériau sont déposées en divers points sur la surface latérale de l'objet imprimé en 3D.
Causes possibles
Excès d'extrusion lors de la reprise après un arrêt d'extrusion au passage d'un point à un autre de la pièce, ou lors du changement de couche.
Correctifs proposés
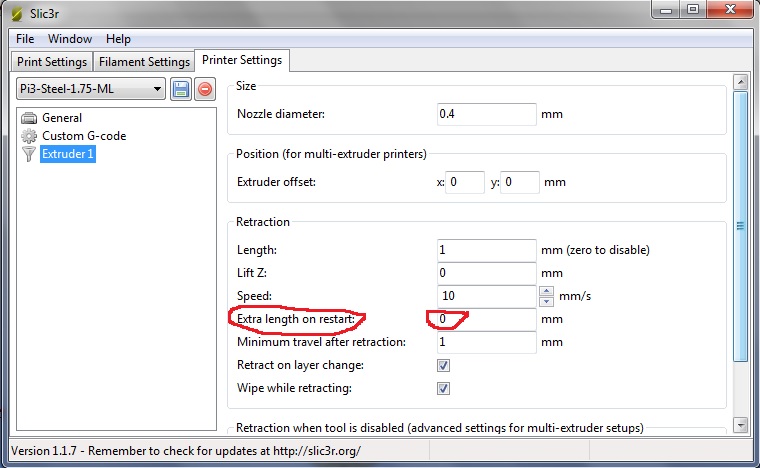
Dans certains slicers un paramètre permet de demander, après une pause d'impression, de repousser plus que ce qui a été retiré au retract avant de redémarrer l'impression normale.
Dans certains trancheurs un paramètre permet de demander, après une pause d'impression et un "retract" de filament, de repousser plus que ce qui a été retiré au retract avant de redémarrer l'impression normale. Ce paramètre peut être utile sur un extrudeur monté en bowden (?). Dans Slic3r cela est situé dans Printer settings/Extruder 1/ Extra Length on Restart. Mettez ce paramètre à '0' si il a une valeur non nulle !
Noter que des défauts similaires peuvent persister bien que de moindre ampleur, en particulier lorsque l'on imprime une pièce comportant des sections multiples, ou plusieurs pièces simultanément, et que donc la buse doit passer d'une section à une autre et s'engage dans la nouvelle section par l'extérieur. Une goutte de matière s'étant écoulée de la buse peut alors rester accrochée en périphérie. Dans ce cas, on peut tenter de réduire un peu la température de buse pour limiter les écoulements parasites, ou augmenter un peu la distance de retract (raisonnablement selon le modèle de tête chauffante de 1 à 6mm), mais lorsque l'écoulement persiste, il est aussi possible de décider si l'on souhaite que ces points d'engagement soient ou non "synchronisés" ou "aléatoirement répartis", ce qui donnera un effet visuel différent. Le paramètre correspondant dans SLic3r est Print settings/Layers and perimeters/Advanced/Seam position/ Random ou Aligned.
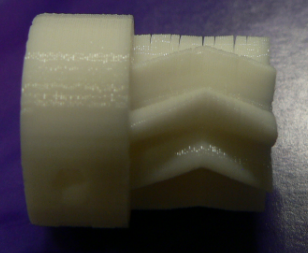
Symptôme
Un fil de votre imprimante passe dans un trou de la pièce imprimée. Ici sur la droite de la photo, un des 4 fils d'alimentation du moteur d'extrudeur semble-t-il.
Causes possibles
Des fils qui pendouillent là où ils ne devraient pas.
Ce phénomène apparaît souvent sur des machines tout juste en fin de montage, le constructeur, pressé d'imprimer ses premières pièces, n'ayant pas pris le temps d'un peu de rangement.
Correctifs proposés
Imprimer des pièces sans trous
couper le fil pour récupérer la pièce
casser la pièce pour récupérer le fil
grouper proprement votre filasse avant d'imprimer la prochaine pièce
ou alors planquer la photo au fond d'un tiroir en espérant qu'elle ne reviendra pas à la surface !
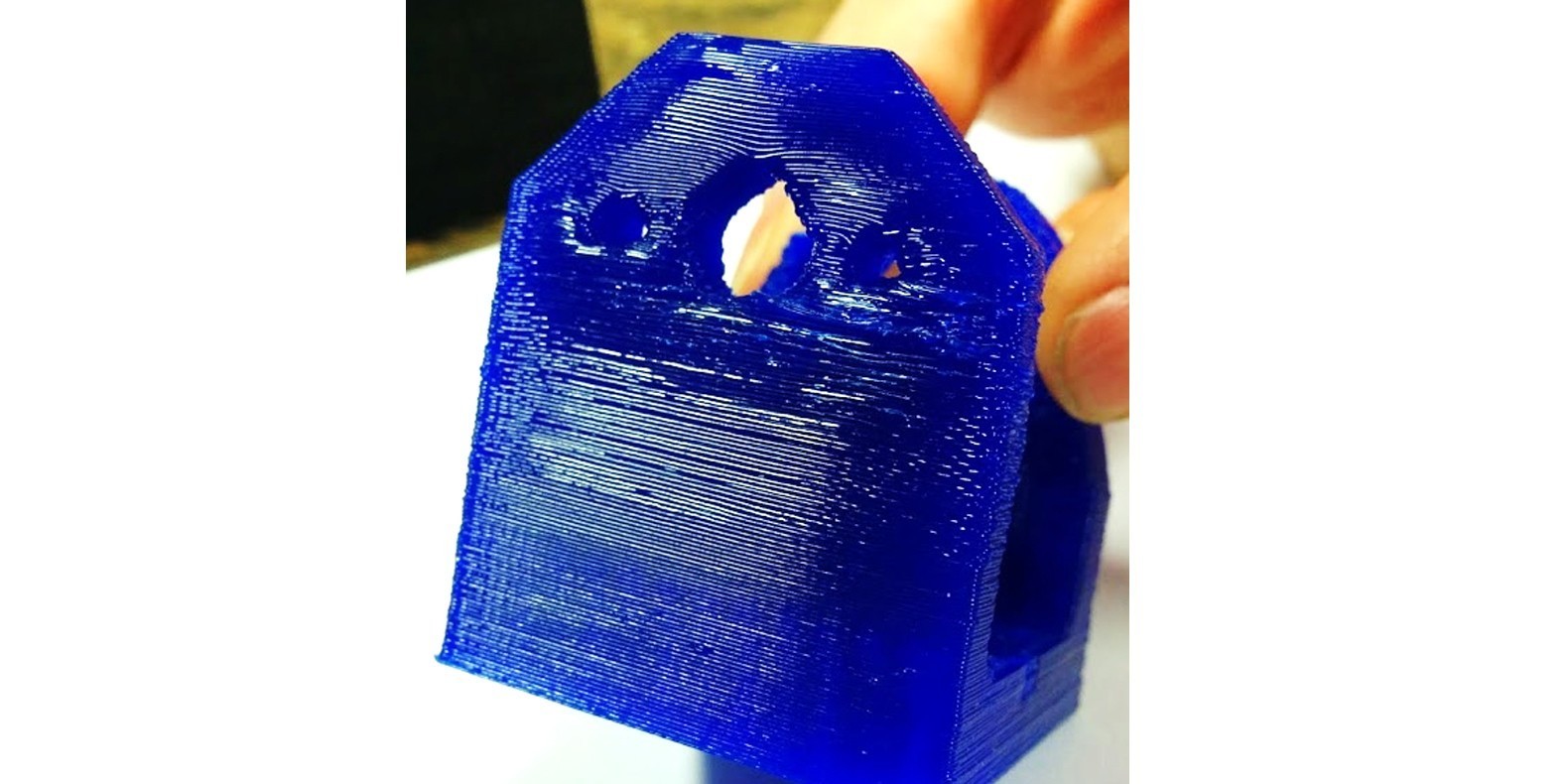
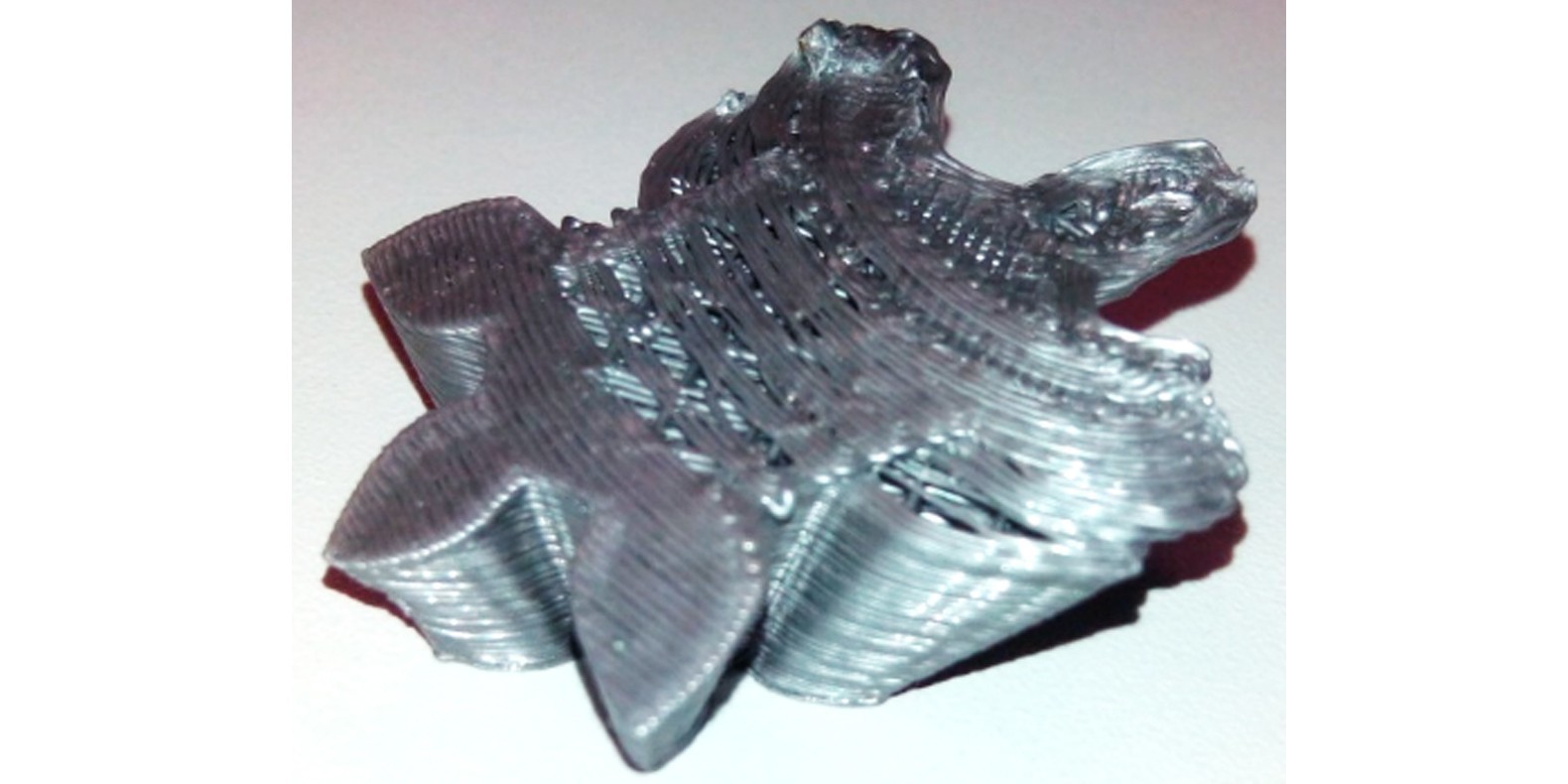
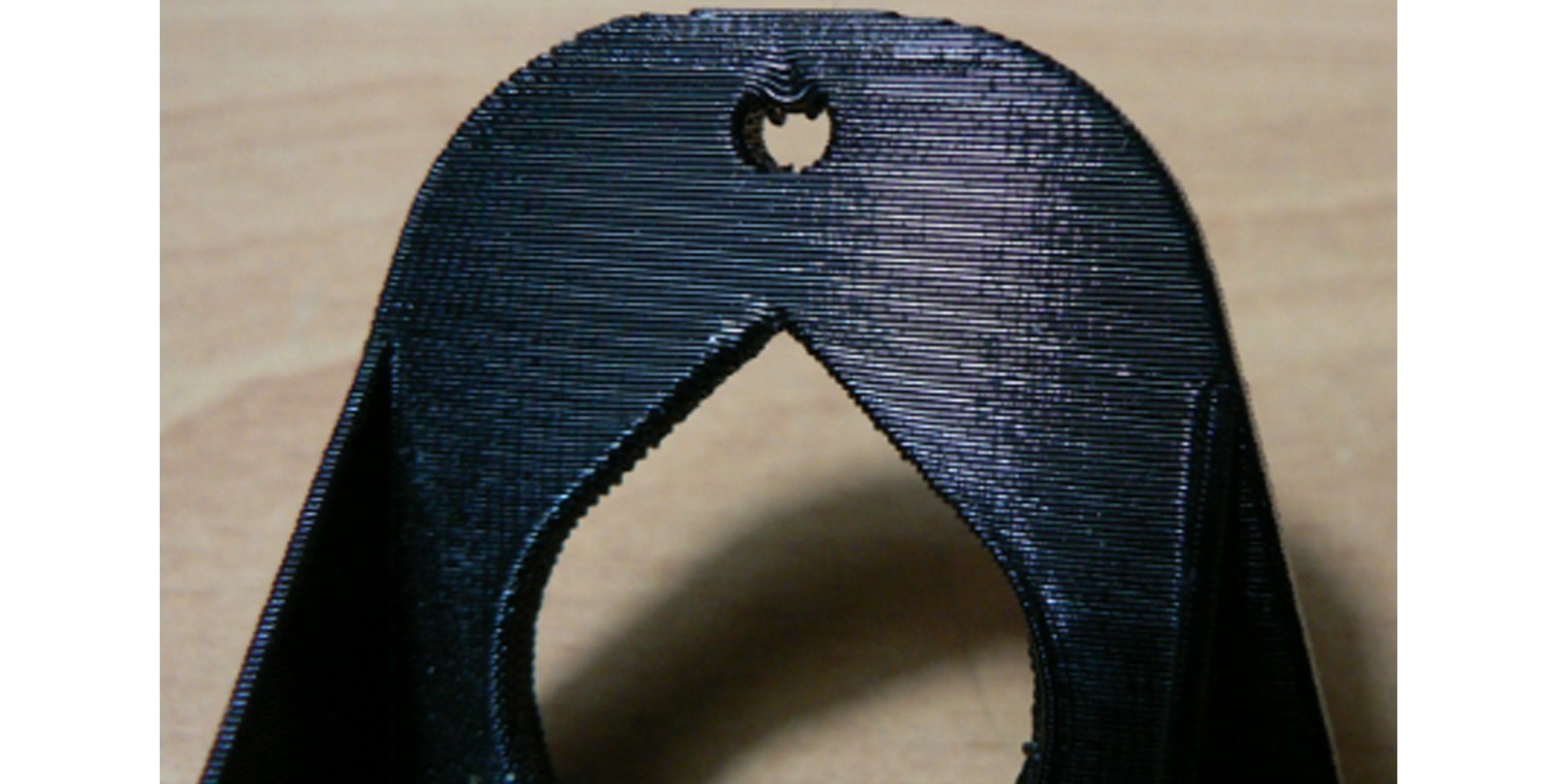
Symptôme
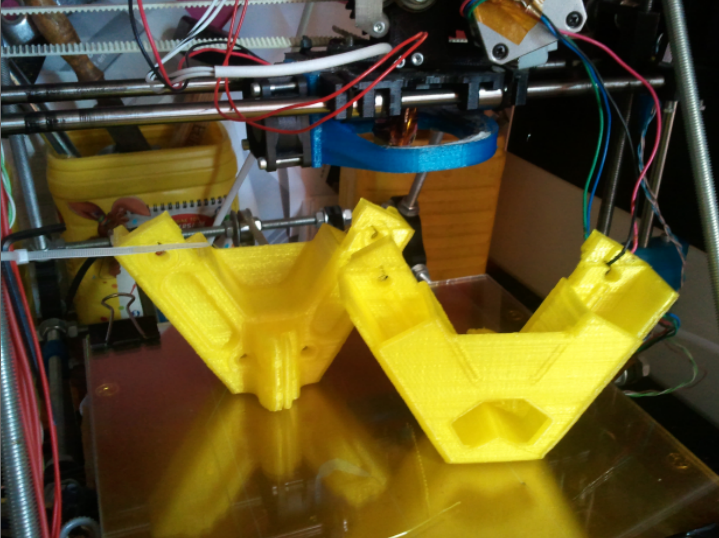
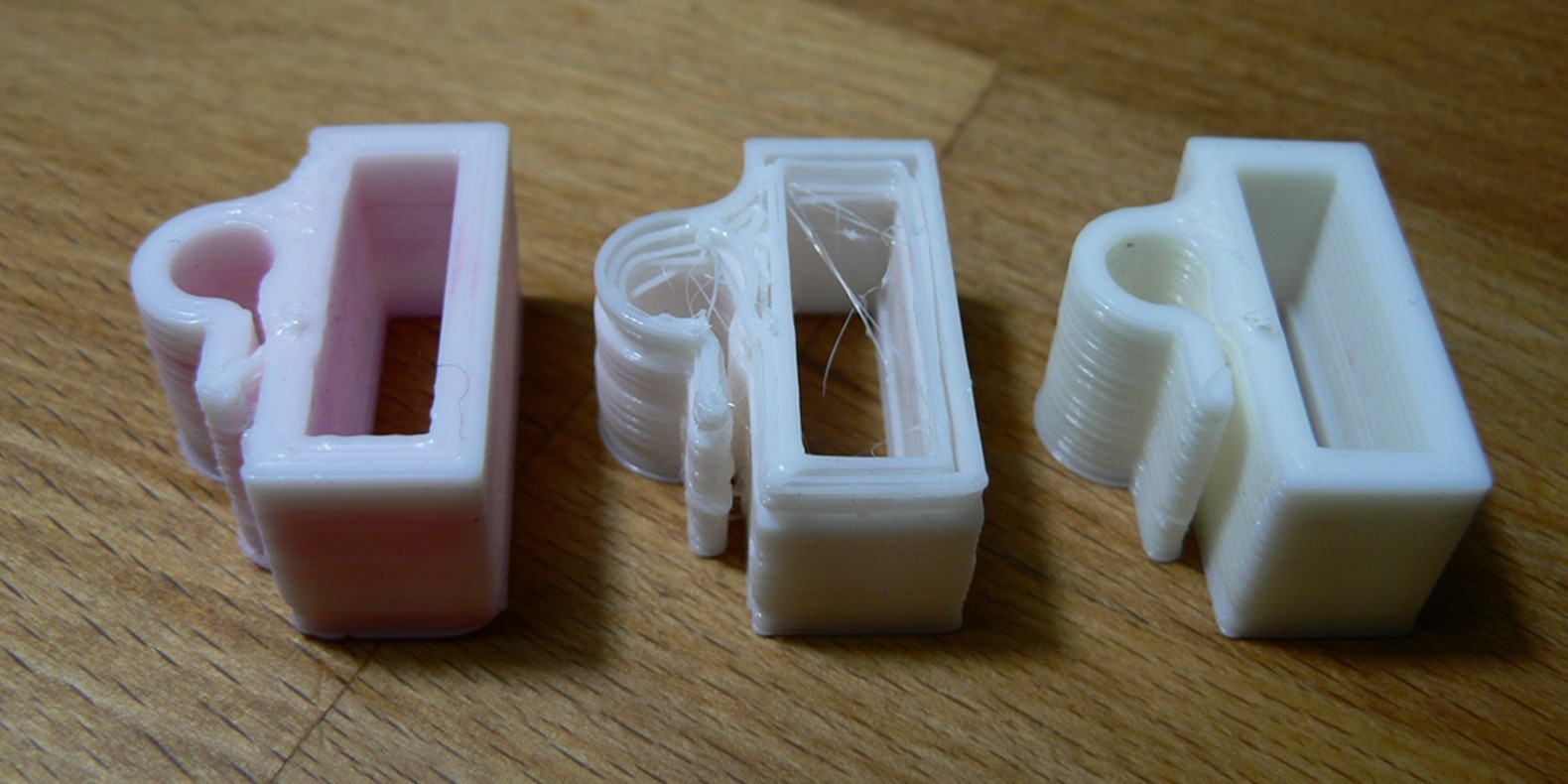
L'extrudeur en Bowden coule trop... ou pas assez. Vous avez monté un extrudeur Bowden (donc avec le moteur de poussée du filament fixé sur le châssis de la machine, et un tube PTFE qui guide le filament brut jusqu'à la tête chauffante fixée sur le chariot), et les premières impressions ne sont pas très bonnes, trop de matière extrudée, des ponts tirés entre différentes zones lors de mouvements où l'extrusion devrait s'arrêter. (pièce de gauche sur la photo)
Cause possible
Le retrait du filament brut est insuffisant pour compenser le jeu dans le tube du Bowden. Selon les diamètres du tube et du filament, et la longueur de tubage, le moteur doit tirer une certaine longueur de filament dans les courbures du tube avant que le filament ne se rétracte de la tête chauffante.
Correctifs proposés
Augmenter la distance de "retract" dans le slicer. La pièce de gauche a été imprimée avec 1.5mm de retract, ce qui était clairement insuffisant. Passé à 6mm de retract, on obtient la pièce centrale. Un retrait trop important ramène de la matière chaude dans le heat-break, la température du heat-break monte progressivement, et le filament fondant finit par se coincer dans le heat-break. Le moteur ne réussit plus à le pousser efficacement. Distance de retract rabaissée à 4mm, on obtient la pièce de droite sur la photo.
Sogenact
L'impression s'arrête car le filament brut est vrillé sur lui-même en entrée de l'extrudeur.
Un problème similaire existe avec le coincement du filament qui fait un nœud sur la bobine.
Mauvais déroulement du filament en sortie de bobine.
Ce problème est fréquent lorsqu'on a récemment terminé l'assemblage de l'imprimante, et qu'on fait les premiers essais en ayant posé une bobine de filament sur la table voisine. Il arrive aussi lorsqu'on utilise une petite quantité de filament qui n'est pas montée sur une bobine.
Si un nœud se forme sur la bobine, il est probable que l'on ait créé ce nœud en reprenant l'extrémité du filament alors qu'elle était passée sous un autre enroulement.
Mettre en place un support de bobine permettant un déroulement aisé. Beaucoup sont disponibles sur Thingiverse (tapez "spool support" ou "support bobine" ou "spool holder"). Choisissez celui qui conviendra le mieux à votre installation. Si vous utilisez du filament de 3mm de diamètre, celui-ci étant très rigide, il a une tendance à se torsader de manière plus sévère que le 1,75mm. Les supports où la bobine roule sur 4 roulements ne sont alors pas adaptés. Préférez dans ce cas un support qui maintiendra fermement l'axe de la bobine.
Ne laissez jamais l'extrémité du filament libre lorsque vous rangez une bobine. Passez-la dans l'un des trous percés sur le flan de la bobine afin d'éviter qu'elle ne passe malencontreusement sous un autre enroulement, ce qui risquerait de générer un nœud et donc un arrêt d'une prochaine impression.

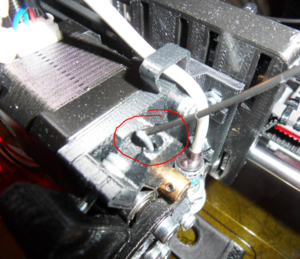
Symptôme
Apparition de motif récurrent sur les parois/murs de pièces .
Le motif peut changer selon le sens de déplacement des moteurs (mode vase 1 seul "sens" -> motif linéaire ou aller/retour -> motif ondulatoire qui peut se traduire par des vagues).
Cause possible
Mauvais réglage du driver de l'extrudeur
Ce problème peut survenir lorsque l'extrudeur est mal réglé en intensité. Si celui-ci est sous alimenté, l'extrusion n'est pas constante, tantôt régulière et par moment avec un débit trop important et ceci de manière répétée.
Correctifs proposés
Réglage avec un multimètre du driver de l'extrudeur, dans mon cas j'ai réglé à 0,55v mais vous devez vous référer à la datasheet de votre driver. Attention à ne pas faire de court circuit lors de la mesure, utilisez un tournevis en céramique, préférez des pinces crocro, prenez la masse par exemple sur le bornier 12v de la ramps RepRapPro Setting Motor Currentsif.
Travail réalisé par Philippe, Pierrot et Franck et initialement posté sur cults3d.









")



